Press FFF or Be SLAy: A Guide to Total Disappointment in 3D Printing
A comprehensive and humorous guide comparing FDM/FFF and SLA 3D printing technologies for home use, debunking common myths and describing the real difficulties users face with both approaches.
This article is a detailed overview of the two main 3D printing technologies for home use: FDM/FFF and SLA. The author, Valeria Nikolaeva from Selectel, discusses the differences between the technologies, debunks common myths, and describes the real difficulties users encounter.

Comparing FDM/FFF and SLA
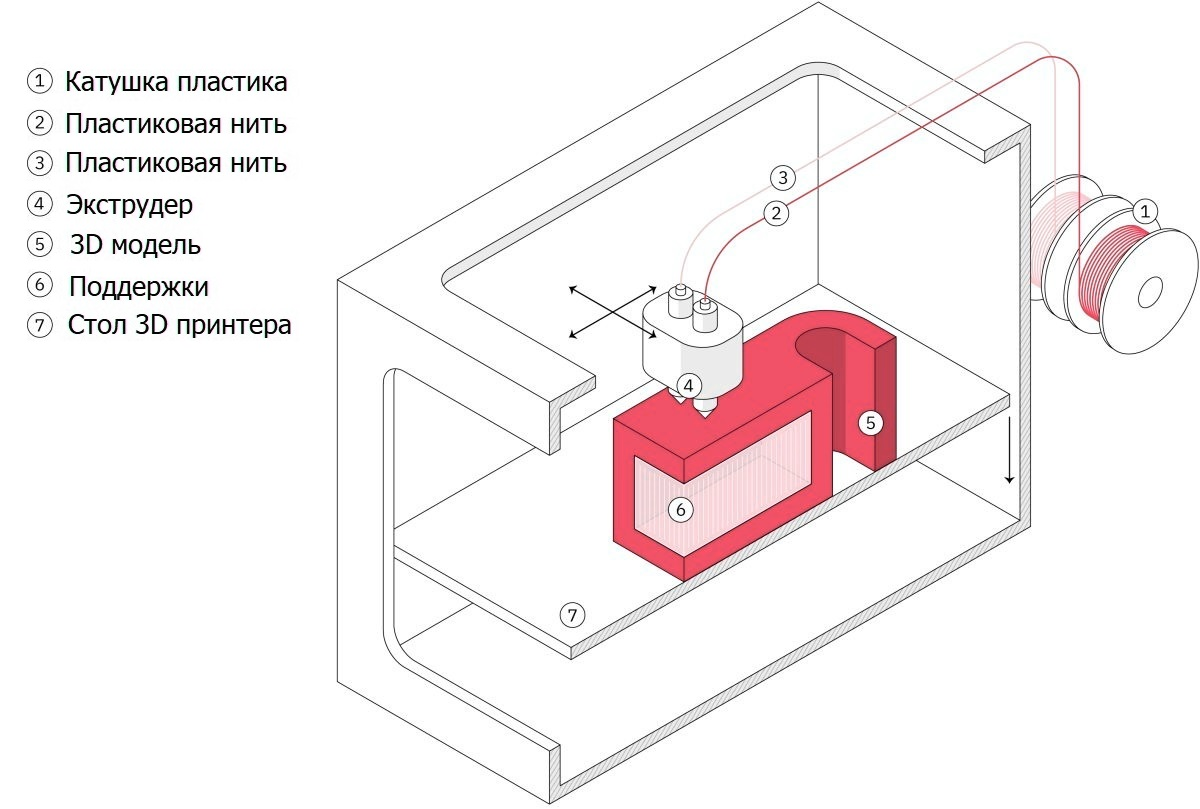
FDM/FFF (Fused Deposition Modeling / Fused Filament Fabrication)
- Process: heating and extruding a plastic filament layer by layer
- Materials: PLA, ABS, PETG, TPU
- Advantages: practicality, strength, relative affordability
- Disadvantages: visible layers, requires post-processing
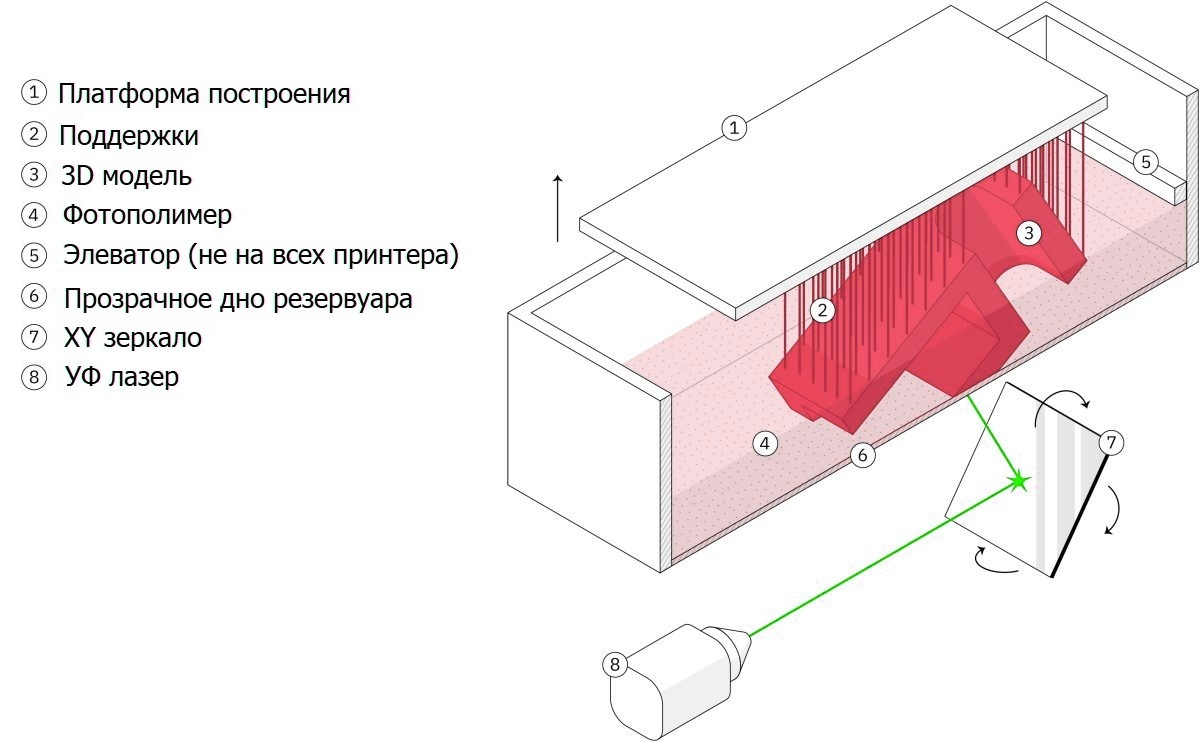
SLA (Stereolithography)
- Process: photopolymerization of resin using an ultraviolet laser
- Advantages: perfect detail, smooth surfaces
- Disadvantages: high material costs, toxicity, requires complex post-processing

Debunked Myths
About FDM/FFF:
The myth of cheapness: The real cost includes equipment depreciation, time, electricity, and failed prints. When you factor everything in, that "cheap" print isn't so cheap anymore.

The dogma of bed adhesion: Requires precise temperature selection and special adhesion agents. Getting the first layer right is an art form in itself — too close and the nozzle drags, too far and nothing sticks.
The pancake aroma myth: The smell indicates material degradation. If your PLA smells like pancakes, something is very wrong with your temperature settings.
About SLA:
Resin storage: Resin degrades under light and air exposure. It doesn't require special storage conditions beyond keeping it sealed and away from UV light.

Universal exposure settings don't exist: Every resin, every printer, every ambient temperature requires its own calibration. What works for one setup will produce garbage on another.

Optical system degradation: The optical system degrades over time, meaning your perfectly tuned settings will gradually drift.
Post-curing: Post-polymerization requires additional heating for some resins. A UV lamp alone won't cut it for engineering-grade materials.

Universal Laws and Principles
The Law of the Spiteful Angle: Parts either stick to the build plate too well or don't stick at all. There is no middle ground, only suffering.
The Law of Economy: Trying to save on supports often leads to greater material waste when the print fails and you have to start over.

The Law of Photorealism: Results shown in internet reviews are unachievable at home. Those glamour shots have professional lighting, perfect angles, and hours of post-processing you'll never see.
The Principle of the Last Layer: Checking on your print five minutes before it finishes guarantees equipment failure. The printer knows you're watching.
Materials
FDM/FFF Materials:
- PLA: Brittle, afraid of heat and light. Great for decorative items that will sit on a shelf forever
- ABS: Strong, but requires ventilation. Your room will smell like a chemical plant
- PETG: Finicky to tune. Strings like mozzarella cheese
- TPU: Difficult to print, used for flexible items. Your extruder will hate you
SLA Materials:
- Standard resin: Beautiful but brittle. Looks amazing until you drop it
- Tough/engineering resin: Promises strength, delivers disappointment. Marketing writes checks the chemistry can't cash
- Flexible resin: Often becomes either sticky or rigid. Picks one extreme and commits
- Clear resin: Never becomes fully transparent. "Clear" is a relative term in the resin world

Practical Tips
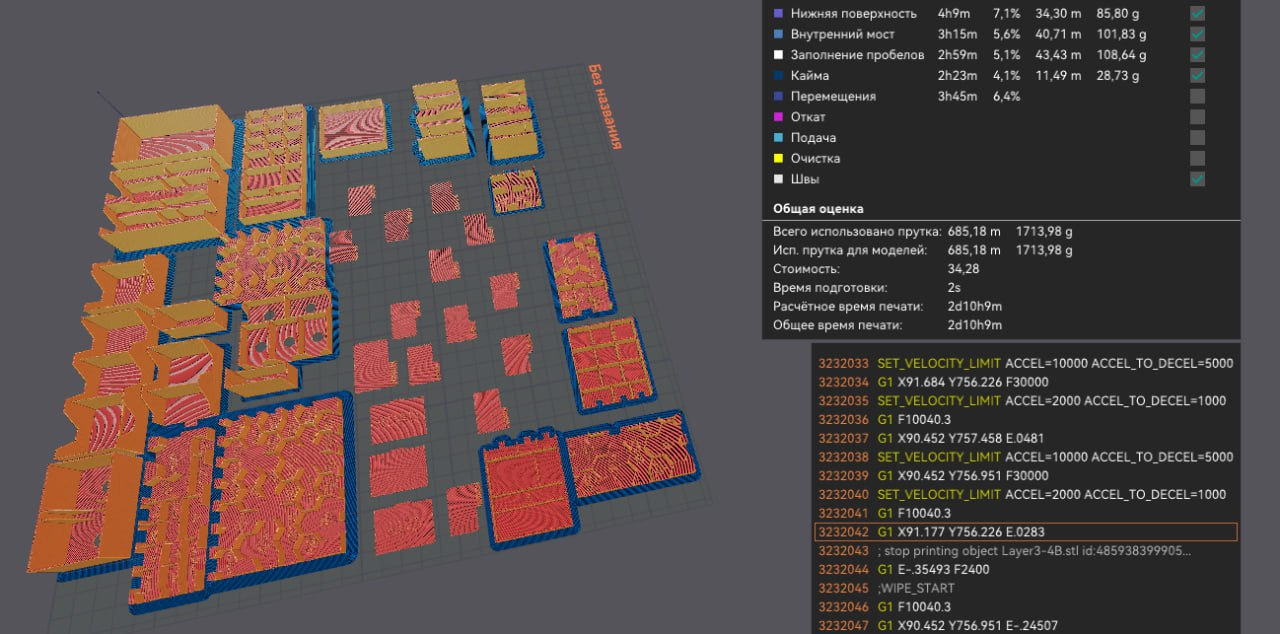
When loading multiple parts at once, leave gaps of at least 5-10mm between objects and separate models by complexity. Don't try to print a detailed miniature next to a simple box — they need different settings.
Rotating a part can reduce the number of supports, but increases print time and may lead to deformation if the angle is calculated incorrectly. Every optimization is a tradeoff.
Conclusion
The author chooses SLA for painting miniatures despite the complexity of the process. The article concludes with an invitation for readers to share their own experiences and a hint at a future experiment comparing both technologies by printing a dinosaur.